Uncompromising Quality
Axles of requisite shape are forged on Up Setter hammer. Company has capacity to supply axles upto 250mm flange dia.
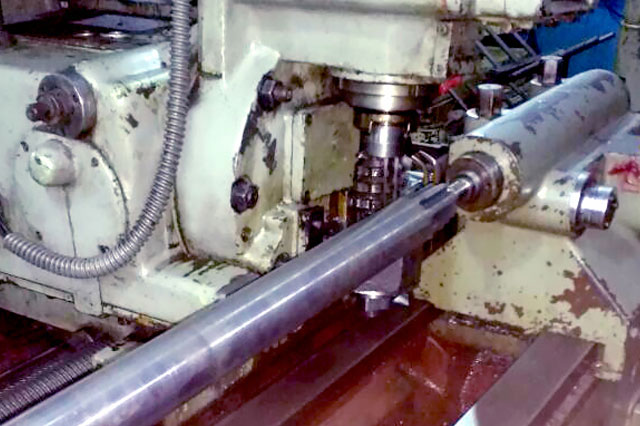
Forged pieces are then turned on CNC machines and are checked and bonded to eliminate run out. Teeth cutting is done on horizontal Hobbing Machines. Drill and Tapping at desired PCD is done on VMCs. Then they are Induction Hardened and Temperedto give proper hardness and case depth.
Front Spindles
Similarly Front Spindles are made on Hammer. Shaft is pressed at required angle and then induction hardened at desired place.
359, Sector-53, EPIP, Industrial Area,
Kundli – 131028, District Sonepat, Haryana (INDIA)
Copyright © 2019 All rights reserved | Website Designing by ![]()